












Article supported by the technology leader ELPA Ltd.

Rail lubrication technology is almost as old as the railways. First industrial patents in the field were filed over 100 years ago. First lubrication attempts were undoubtedly aimed at reducing the most prominent problem, the lateral wear of rails and wheels in curves. Wheel flange lubrication, however, is not without its perils because flange lubricants have tendency to get transferred on top of rail where they cause loss of required wheel-rail adhesion. This challenge has been dealt with by perfecting application techniques and improving rail lubricants – also by adding solid particles into lubricants. Challenges remain and solutions are on the horizon as explained in this article.
It was only in the last decades that technology started emerging for solving wear phenomena on top of rail (TOR): corrugation (sinus line), gauge corner cracking (GCC), rolling contact fatigue (RCF) and others. Addressing top of rail presented further challenges in front of the rail lubrication industry. Mainly due to safety reasons, because managing friction on TOR is one of the greatest remaining challenges that leave room for improvement.
Multibillion lubrication industry and managing friction in railway sector
It has long been understood that mediums with higher proportion of solid particles provide better protection against negative wear phenomena in railways. As lubricants have been evolving by including more solid particles the term railway lubricants has also been gradually replaced with term railway friction modifiers at the beginning of this century. In its efforts to protect the rails and wheels with increasing proportion of solid particles in lubricants, the lubrication industry encountered a rather unexpected technological limitation.
Some lubrication industry background will provide better understanding of the topic. Railways present just a part of the multibillion lubrication industry’s portfolio. And a rather odd part. Railways are not about lubrication in fact, but about friction management. They are not about lubricants but about friction managing agents. It is not the zero friction that is aimed at, but adequately managed friction.
A vital part in lubricant application devices is called progressive lubricant distributor. Whileprogressive distributor is a lubrication industry’s standard, it has its limitations with implications for the current state of railway friction management. Designed for optimal processing of slippery lubricants progressive distributor met its limitations with the introduction of friction modifiers with higher content of solid particles.
The technology adapted, also with the use of extremely high pressures to push the friction modifiers through progressive distributors. To achieve consistent functioning, the pressures of a couple of hundred bars are sometimes required. Processing friction modifiers with more than 10% of solid particles presents challenge for current state of the railway lubrication and consequently the railways are underserved with safe and efficient friction management technology.
Disruptive technology emerges in the late 1990s
Retarders on marshalling yards with hump emit highest noise levels in the railway sector - they exceed 130 dBA. Concerned railways commissioned company ELPA to resolve high frequency noise on the hump yard in Ljubljana. The challenge of addressing this globally unsolved problem was accepted and the accomplished results were beyond expectations: squealing was reduced by 99,9 % or 30 dBA. The genius of the delivered solution was managing wheel-retarder friction to eliminate squealing while, of course, maintaining adhesion required for braking.
The secret of success was a composite material in the class of its own. At the end of the 1990s friction modifiers were an emerging category and typically contained a few percent of solid particles. This new composite material contained 50% of solid micro particles of different size, hardness and shape. Because of its apparent properties it was named Composite Hardly-Fluid Compound or CHFC. Due to its disruptively high proportion of solid particles, the mainstream technologies, could not have been considered as potential application approach.
Instead, application technology that circumvented existing shortcomings of the mainstream lubrication technology has been developed. Result was a high precision application system Bremex Annsys that is still today the only highly efficient and environmentally acceptable answer to manage high frequency noise of braking shoes on hump yards.
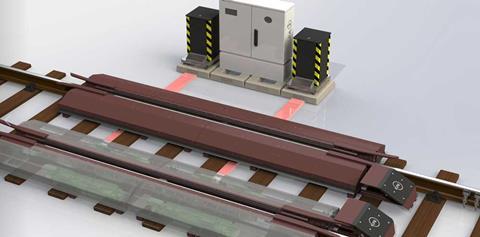
Bremex Annsys is an award-winning and globally unique technology for reduction of wear, squealing and vibrations on hump yards. Green and profitable technology.
What followed was not entirely anticipated. Applying CHFC composite material in the wheel-retarder interface proved to have immense effect on reducing wear of braking shoes. The lifetime of braking shoes increased for up to eight times. Moreover, the wheels spread CHFC to the entire marshalling yard and consequently wear and squealing on other parts, such as switch points and counter rails, and of course wheels, was also significantly reduced. Beside neighbour friendly hump yard, the result were substantial savings due to reduction of wear on the entire marshalling yard with hump.
Given its unprecedented ability to manage friction noise, wear and vibrations, the technology was named WONROSTM. The name is derived from its obvious benefits: wear & noise reduction at source. During the last two decades the technology scope expanded from marshalling yards to serve complete needs of the railway sector with on-board and trackside devices.
Question of assuming responsibility for the results
Railway lubrication sector is largely composed of suppliers of lubricants/friction modifiers on one side and suppliers of the application technology on the other. Obvious implication of this duality is that neither of the two parties is in the position to assume responsibility for the results. It is the applied material that performs in the wheel-rail interface and should be considered as the essential part of the equation. Precise application methods additionally enhance material’s performance and provide other benefits of the technology related to serviceability, reliability etc.
WONROSTM was the first technology system built on both pillars. The proprietary Composite Hardly-Fluid Compounds or CHFC with over 40% of solid particles marked were first materials to be applied safely on all contact parts and thus overcoming safety issues of rail gauge lubricants. The supporting application technology marked a disruptive discontinuation of the use of progressive distributors as the application technology in trackside application devices. It introduced highly performing CHFC composite materials with by far the lowest consumption levels at the same time.
It was the first time that the railways were served with technology providingcomplete solution for managing friction that assumes responsibility for the results. It is the CHFC that deliver unmatched results. Their formulas have not been changed since the inception of the WONROSTM technology, because they deliver optimal anti-noise, anti-wear and anti-vibrations results. The application devices on the other hand have been evolving for over two decades and the intellectual know-how is today protected with over 30 patents.
Safety from the aspect of rail lubrication
Much of the R&D resources of the rail lubrication sector in the last couple of decades have been dedicated to finding efficient solutions for managing friction on top of rail. Both top of rail friction modifiers (TOR FM) and application devices play important role because on top of rail there is zero tolerance for errors.
Applying TOR FM on top of rail requires prudence and precision, especially when applied near the stations or on sloped railways where higher levels of wheel-rail adhesion are required. Unreliable technology potentially resulting in overapplication is a hazardous event and should be avoided at all costs.
With years better performing composite materials with higher proportion of solid particles have been emerging. Their efficiency and safety on TOR and safety is still to be proved with extensive use. Top of rail friction modifiers with higher proportion of solid particles tend to have better carry-down effect. This is important because the aim of rail friction management is precisely defined asthe ability to deliver protection effects on longer distances with less composite material and energy used, while maintaining required adhesion.

Managing braking was at the core of the WONROSTM technology at its origins. Its ability to manage steel-steel friction in hump yard retarders was a solid basis for its further innovative steps to serve the rest of the railway infrastructure. The technology has a longstanding track record of not compromising braking performances. They are not negatively affected even in rainy conditions. In fact, often on braking tests after the application of the CHFC, the braking distances are shorter.

Environmental and budgetary aspects of railway friction management
Despite being the greenest transport modality, railways still have room for improvement. Ten million tons of rails are laid globally each year and undoubtedly substantial part are replacements due to wear. It is a steel cube with 108 m side, to spark the imagination. Iron and steel industries are accountable for 11% of global CO2 emissions, to further underpin the issue.
By applying efficient friction modifiers the wheel and rail wear can be significantly reduced. Measurements show that applying CHFC composite materials reduces wear of rail gauges in curves by 70%, and similarly also of wheel flanges meeting these curves. Besides positive environmental effects reduced wear has also significant budgetary effects. Savings in a railway curve with radius 400 m were documented to be in the range of 15-20.000 € annually due to approximately three times less milling and replacing of the rails. In a S-curve with several check rails and switch points savings amount to 50-100.000 € per year. On marshalling yards savings are even much more substantial. Investing in WONROSTM technology is profitable as payback periods for trackside devices can be shorter than two years.
Railway noise is an ever-growing issue
Noise is an air pollutant. During the covid lockdown many learned that especially tramways but also metros and railways can be noisy neighbours. High frequency curve squealing is recognised by the medical science as the most disturbing type of noise with negative long term health consequences. The public is ever more aware of its impact and is demanding more and more vocally solutions to the curve squealing that is often disturbing urban dwellers day and night.

WONROSTM is a pioneering technology in solving high frequency noise. It has extensive expertise and has been solving well documented high frequency noise hot spots with absolute success – after all other available technologies have failed. Study case download on resolving a curve squeal is available at the end of this article.
Recordings show the rail friction noise reduction potential of the WONROSTM technology.
The WONROSTM technology has not come unnoticed. This globally unique technology system was granted the European Business Award for the Environment by the European Commission and the Research and innovation award for the “outstanding contribution to the innovation of the global railway system” by the International Union of Railways (UIC).
WONROSTM technology has not ceased innovating and today it encompasses a complete portfolio of systems. On-board devices using compressed air are arguably the most energy efficient and reliable systems on the market, because of the ability to apply CHFC materials with high proportion of solid particles without dripping and soiling vehicles. Special on-board devices that require no compressed air are aimed primarily at tramways that have limited capacity of compressed air.
Trackside devices offer the highest versatility on the market, including the recently introduced green solution: the system that requires no electricity for its functioning. Kinetic energy of the wheels drives the entire system including the mixing of CHFC in the reservoir. Its anti-vandalism construction is ideal for remote areas and areas with insufficient sun exposure such as tunnels.
The technology is poised to make greater impact as it is designed modularly to promote cost efficient global acceptance with franchised production.
Lubricants protect but inevitably also burden the environment
Besides obvious environmental benefits of rail lubrication, such as reducing airborne heavy metal particles from the steel rails, downsides need to be assessed as well. All lubricants eventually end up in the nature to be degraded to inert substances and generally there are two aspects to it: environmental acceptability of the lubricant and the quantity of the lubricant the nature is exposed to.
There are three general aspects and relevant test methods used in assessing environmental acceptability of lubricants. To measure biodegradability of lubricants an OECD 301B test method is widely accepted by the railways. The toxicity of lubricants is generally measured by the OECD 201 and OECD 202 to assess the impact to water flora and fauna, respectively. Third aspect is bioaccumulation. Lubricants should not contain heavy metals or substances restricted by the EU regulation REACH that limits the use of persistent, toxic and bio-accumulative (PTB) and very persistent and very bio-accumulative (vPvB) substances.
CHFC composite materials have been tested and proved to meet formal criteria. The most obvious quality of the CHFC composite materials is their several times lower consumption compared to typical competitive products. Consequently, much lower impact on the environment is assured. It starts by keeping ballast and vehicles little- or unsoiled with excessive material. Trackside units typically only require refilling twice a year.

Future of the railway lubrication
Mixing of rail gauge lubricants and TOR friction modifiers presents a potential hazard as a third composite medium is formed with unpredictable qualities. Lately answer to this issue has been emerging. Composite materials have been introduced that claim to protect both rail gauge/wheel flange and TOR/wheel tread. This undoubtedly is promising approach as managing friction on all contact parts with one material provides higher levels of safety.
Legislative frames are instrumental in further development and introduction of the railway friction technology. The EU stipulates the rail noise to be tackled at source. It resulted in new composite brake blocks on cars to reduce braking squealing. This provision still needs to become effective in tackling other sources of squealing. It is still all too often that high frequency noise is being tamed by setting up barriers, even though it is well known they are completely ineffective against this type of noise.
Furthermore EU legislation introduced The Most Economically Advantageous Tender (MEAT) method of assessing potential suppliers in order to »obtain products and services of the highest available quality at the best price as a result of keener competition«. Its aim is »to ensure the best value for money (rather than the lowest price), i.e. it takes into account the quality of the works, good or service in question, as well as the price or life cycle costs«. These new rules »promote green public procurement through a life cycle costing approach«.
Green and transformative technologies are needed today more than ever, and it still remains to be seen to what extent the MEAT or similar principles will be introduced globally in public tenders. Introducing the life cycle approach will measure the level to which railways are ready to transform and contribute in the common struggle against climate change.
ELPA Ltd. has been instrumental in providing information on the WONROSTM technology. Claims about this technology have been based on the original letters of reference. A selection of these testimonials is published here.
You can contact ELPA Ltd. for counsel and more information at info@elpa.si


